熱噴焊工藝也是金屬表面強(qiáng)化常用的修復(fù)技術(shù)之一���,它的工藝原理主要是使涂層材料在基體表面重新熔化或者是部分熔化����,從而實(shí)現(xiàn)涂層與基體之間以及涂層內(nèi)顆粒之間的冶金結(jié)合,從而形成金屬噴焊層。常用的熱噴焊技術(shù)主要有氧-乙炔火焰噴焊���、等離子噴焊(即激光熔覆加工技術(shù))�����。
熱噴焊常選用粉末為噴焊材料���,在選用的時(shí)候,要注意材料的熔點(diǎn)要小于基體的熔點(diǎn)�����,需要有較好的自熔性能�����,如自熔性合金粉末���,這種粉末是利用合金中B�����、Si元素的作用�����,獲得高質(zhì)量的噴焊層����。常用的熱噴焊材料主要有鐵基�����、鎳基����、鈷基和銅基四大類。
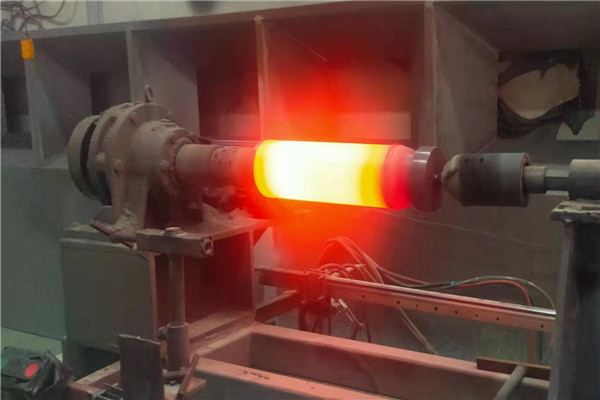
熱噴焊過程�����,簡(jiǎn)單來說����,就是合金粉末在基材表面的重熔并鋪展的過程。其主要特點(diǎn)如下:
1���、噴焊層組織致密�����,冶金缺陷很少����;
2、與基材多為冶金結(jié)合其結(jié)合強(qiáng)度比較高�����;
3�����、涂層厚度大而且不易開裂�����;
4�����、噴焊材料與基材匹配���,所制備的噴焊層性能更好�����。
在工業(yè)發(fā)展中����,金屬表面強(qiáng)化技術(shù)的快速發(fā)展���,不僅為受損工件賦予了更好使用性能����,同時(shí)也為企業(yè)節(jié)省了大量的能源和材料���,降低經(jīng)濟(jì)成本�����。